小径ドリルによるガラス加工の文献調査レポート
エグゼクティブサマリ
小径ドリルによるガラス加工の文献を俯瞰すると、研究の主流は大きく三つに分かれます。ひとつ目は、EDM/WEDG で作った微細工具を用いる 10–300 μm級の微細穴加工です。ここでは超音波援用や D 字断面・粗面 PCD 工具が、スラスト力低減、延性モード化、出口割れ抑制に効いています。ふたつ目は、0.3–1.0 mm級の電着ダイヤモンド小径ドリルで、ガラス板や化学強化ガラスの通り穴を通常のドリルサイクルで加工しようとする流れです。ここでは、半球先端、平面側、バックテーパ、切りくず排出空間の設計が決定的です。三つ目は、超音波援用・ヘリカル加工・ロータリ超音波加工のようなハイブリッド系で、特に化学強化ガラスや光学ガラスでのチッピング低減に有効です。
実務上もっとも重要な知見は一貫しています。**ガラス穴加工の不良の本丸は「出口側チッピング」と「穴内での切りくず滞留・付着」**であり、これがスラスト力の急上昇、工具摩耗・破損、穴位置精度低下を連鎖的に引き起こします。対策として最も再現性が高いのは、工具端面の漸進的な貫通設計、側面クリアランスやバックテーパによる排出流路形成、犠牲層・バックアップ材・ワーク撓み付与による出口側引張応力の緩和、超音波援用による食いつき安定化です。
材料別には、ソーダライムガラスでは工具形状と加工サイクルの最適化が効きやすく、化学強化ガラスでは表層圧縮応力のため加工難度が高く、出口チッピング対策の価値が特に高いことが分かります。フューズドシリカでは 300 μm 級 PCD 工具での D 字工具・可変送り・EDM ドレッシングが有効でした。BK7/K9 など光学ガラスではロータリ超音波加工系の知見が蓄積しており、切削力低減とチッピング抑制の機構モデルが比較的整っています。
現時点の研究ギャップは明確です。小径ドリルのガラス加工そのものに対する AI ベース状態監視研究は乏しく、また機能性表面やマイクロテクスチャを持つドリルをガラス穴加工へ本格適用した報告もほぼ見当たりません。一方で、隣接分野では AE と力計測による brittle material micro-machining の工具状態監視や、マイクロテクスチャドリルの FEM 最適化が進んでおり、次の研究テーマはかなり具体的に描けます。
主要論文一覧
未確認の条件は、ユーザー指定どおり 「無指定」 としました。
| 種別 | 論文 | 材料・厚さ | ドリル径・工具 | 主な条件 | 主要結論 | DOI / アクセス |
|---|---|---|---|---|---|---|
| 学術論文 | Egashira et al., Ultrasonic Vibration Drilling of Microholes in Glass (2002, CIRP Annals) | ガラス、厚さ無指定 | 10 μm、WEDG 製マイクロ工具 | 切込み 0.05 μm、超音波援用 | 延性域でクラックレス加工を達成。超音波で必要切削力低下、工具寿命延長、許容突出し増大、表面向上。 | DOI: 10.1016/S0007-8506(07)61531-5 |
| 学術論文 | Park et al., Prevention of Exit Crack in Micro Drilling of Soda-Lime Glass (2002, CIRP Annals) | ソーダライムガラス、厚さ無指定 | マイクロドリル、無指定 | バックアップガラス板、液体接着 | 出口割れはバックアップ材と液体接着で大幅に抑制。出口側引張応力緩和が本質。 | DOI: 10.1016/S0007-8506(07)61533-9 |
| 学術論文 | 溝渕・小川, ダイヤモンド電着工具によるガラス基板への通り穴加工時の加工精度と加工能率 (2010) | ソーダライム系ガラス、2.83 mm | カプセル形電着ダイヤ工具、先端 2.5 mm / シャンク 3 mm | 20,000 min⁻¹、送り 20 mm/min、ヘリカルピッチ 0.3 mm、#600、エマルジョン | 片道ヘリカルで入口欠け 0.1 mm 以下、出口 0.1–0.2 mm。往復ヘリカルで出口欠け抑制。ステップ加工より高能率。 | DOI: 10.11420/jsat.54.145 |
| 学術論文 | 溝渕ほか, Drilling Conditions and Crack Restraint of Step Drilling Method in Through-Hole Drilling of Glass Plate (2011) | ソーダライムガラス、厚さ無指定 | 電着ダイヤ工具 | 15,000 min⁻¹、1 mm/min、0.1 mm/step、#600 | ステップ加工の最適条件を提示。大きなスラスト低下は貫通起点の大割れに対応。加工時間は約 430 s/穴。 | DOI: 10.2493/jjspe.77.296 |
| 学術論文 | Mizobuchi et al., Development of electroplated diamond tool for fracture size minimization in miniature drilling of glass plate (2014) | ガラス板、厚さ無指定 | 1 mm、半球先端+平面側を持つ電着ダイヤ工具 | 無指定 | 半球先端で貫通時の力低下を緩和し、大欠け抑制。平面側が切りくず排出と付着抑制に寄与。 | DOI: 10.11420/jsat.58.321 |
| 学術論文 | Noma et al., Ultrasonic vibration-assisted machining of chemically strengthened glass with workpiece bending (2015) | 化学強化ガラス、1.1 mm | 0.4 mm 電着ダイヤ工具 | 軸方向 USV 70 kHz / 4 μm、8,000 min⁻¹、80 mm/min、0.05 mm/rev、可溶性研削液 | 後背面に圧縮応力を与えるワーク曲げ併用で出口チッピング低減。38.9 MPa の圧縮応力で最小化。 | DOI: 10.1299/jamdsm.2015jamdsm0016 |
| 学術論文 | Mizobuchi et al., Miniature Drilling of Chemically Strengthened Glass Plate Using Electroplated Diamond Tool (2016) | 化学強化ガラス、1.0 mm、CS 950 MPa、DOL 50 μm | 0.5 mm、超硬シャンク、#1000 電着ダイヤ、平面側あり | 30,000 min⁻¹、1 mm/min、エマルジョン(約 10 倍希釈)、ノズル供給 | 通常のドリルサイクルのみで貫通穴加工を実証。入口欠けは小さいが出口欠けが支配的。加工回数増加で力上昇、28 穴目で破断。 | DOI: 10.20965/ijat.2016.p0780 |
| 学術論文 | 米山ほか, 超音波援用によるガラスの小径ドリル加工に関する研究 第1報・第2報 (2017, 2019) | ガラス、厚さ無指定 | φ0.3 mm ドリル | 超音波援用、詳細無指定 | 第1報では工具食いつき時のらせん状切削抵抗が消失し、位置決め精度向上。第2報では高速度観察と抵抗解析から刃先挙動を説明し、理論表面粗さモデルを提案。 | DOI: 10.11420/jsat.61.594 / 10.11420/jsat.63.185 |
| 学術論文 | Mizobuchi et al., Improved chip discharge in drilling of glass plate using back tapered electroplated diamond tool (2017) | ガラス板、厚さ無指定 | 電着ダイヤ工具、バックテーパ付 | 無指定 | バックテーパで工具円筒面と穴内面の干渉を抑え、入口割れと切りくず付着を軽減。スラストの急変も小さく、欠け幅は小さかった。 | DOI: 10.1007/s12541-017-0140-2 |
| 学術論文 | Mizobuchi et al., Chip Discharge Performance of Micro-Hole Drilling through a Glass Plate using an Electroplated Diamond Tool with Different Drill Bits (2018) | ガラス板、厚さ無指定 | 3 種の電着ダイヤビット | 無指定 | 排出容積の小さいビットは切りくず滞留で破損・欠け増大。排出容積の大きいビットは穴品質と穴数が向上。 | DOI: 10.1007/s12541-018-0151-7 |
| 学術論文 | Lee & Kim, A Study of Microdrilling of Fused Silica Using EDMed PCD Tools (2022) | フューズドシリカ、0.5 mm | φ300 μm PCD、EDM/WEDG 製、円筒/D字 | 50,000 rpm、2–30 μm/s、切削油 | D 字工具でピークスラスト低減と排出改善。犠牲層で出口割れ減少。10→100→10 μm/s の可変送りで時間 77%短縮。EDM ドレッシングで工具再生。 | DOI: 10.3390/app122111166 |
| 学術論文 | Oyamada et al., Effects of Bit Shape of Electroplated Diamond Tool Used for Drilling Small Diameter Holes in Glass Plate on Machining Fluid Flow and Chip Discharge (2023) | ガラス板、深さ方向で 2 mm 超の挙動を議論 | 電着ダイヤ工具、円筒/平面側/球状端面 | CFD による流体解析 | 円筒工具では穴内の Z 方向流れが起きにくい。平面側と球状端面で流れが生じ、切りくず排出改善。ただし深さ増大で流れは弱化。 | DOI: 10.20965/ijat.2023.p0032 |
| 学術論文 | Kim et al., Effect of tool material on machining performance of soda-lime glass using EDM-fabricated microtools (2026) | ソーダライムガラス、1.0 mm | 100 μm×350 μm、WC-Co / PCBN / PCD | 30,000 rpm、1 μm/s、5 μm peck、ミスト、MQL 4 bar 6 mL/h | PCD が最小チッピング 9.39 μm、平均スラスト 0.14 N、CDC 2.9 μmで最良。WC-Co と PCBN は 1 穴で破損。PCBN は EDM 製作安定性が最良。 | DOI: 10.1007/s44374-026-00019-8 |
技術比較
この分野では、**「穴をどう貫通させるか」と「微小空間からどう切りくずを出すか」**が、材料種よりもむしろ結果を支配していると整理できます。レビュー論文でも、ガラスの機械的ドリル加工は低コスト・マスクレスの利点がある一方、割れと表面品位が最大の制約であり、典型的な送りは 5 μm/s 前後、特別条件で 125 μm/s まで上がると整理されています。実際の原著論文群でも、化学強化ガラス 0.5 mm ドリルでは 1 mm/min、フューズドシリカ 300 μm では 5–10 μm/s、ソーダライム 100 μm では 1 μm/s と、径が小さくなるほど低送り・高回転・排出設計依存が強くなっています。
代表的加工条件の比較
| 加工ルート | 材料 | 径 | 主条件 | 評価指標 | 実務的含意 | 出典 |
|---|---|---|---|---|---|---|
| 超音波微細穴あけ | ガラス | 10 μm | 超音波援用、延性域切込み 0.05 μm | 切削力、表面、クラック | サブ 50 μm級では延性域制御が最重要。 | |
| ステップ加工 | ソーダライム | 無指定 | 15,000 min⁻¹、1 mm/min、0.1 mm/step | スラスト、出口割れ、時間 | 安全だが遅い。ベースライン工程として有用。 | |
| ヘリカル加工 | ソーダライム 2.83 mm | 約 3 mm | 20,000 min⁻¹、20 mm/min、0.3 mm pitch、#600 | 入口/出口欠け、能率 | 厚板ではヘリカルで加工時間短縮。往復ヘリカルが出口欠けに有利。 | |
| 通常ドリルサイクル電着工具 | 化学強化ガラス 1.0 mm | 0.5 mm | 30,000 min⁻¹、1 mm/min、エマルジョン | スラスト、SEM 観察、穴外観 | 通常サイクルでも可能だが、寿命と出口欠けがボトルネック。 | |
| D字 PCD 微細ドリル | フューズドシリカ 0.5 mm | 300 μm | 50,000 rpm、5–10 μm/s、切削油 | スラスト、SEM、工具粗さ | D 字形状・犠牲層・可変送りの併用で高速化と欠け抑制を両立。 | |
| WEDG 微細工具 | ソーダライム 1.0 mm | 100 μm | 30,000 rpm、1 μm/s、5 μm peck、ミスト | スラスト、チッピング、CDC | 100 μm級では PCD 優位が明確。工具材の選定が最優先。 | |
| 超音波援用ヘリカル | 化学強化ガラス 1.1 mm | 0.4 mm工具 | 70 kHz / 4 μm、8,000 min⁻¹、80 mm/min、0.05 mm/rev | チッピング、ひずみ、主応力、力 | 強化ガラスでは工具だけでなくワーク応力設計が効く。 |
欠陥と対策の比較
| 欠陥・不良 | 主機構 | 有効だった対策 | 代表エビデンス | 実務メモ |
|---|---|---|---|---|
| 入口チッピング | 食いつき時の振れ回り、ドリル先端の求心作用、脆性破壊の繰返し | 超音波援用、D字工具、低初期送り | 超音波でらせん状切削抵抗が消失し位置決め精度向上。D字工具でピーク力低下。 | 穴位置精度が厳しい場合、初期 10–20 μm 程度だけ低送りにする戦略が有効。 |
| 出口チッピング・割れ | 残留肉厚が薄くなった時の引張応力集中、貫通時の急激なスラスト低下 | 半球先端、バックアップ材、犠牲層、ワーク曲げ圧縮応力 | バックアップガラス/液体接着で出口割れ抑制。半球端面で大欠け抑制。38.9 MPa 圧縮応力で最小出口欠け。 | 強化ガラスでは出口側の応力設計を工程側で持つほうが再現性が高い。 |
| 切りくず詰まり・付着 | 穴内流路不足、流体の Z 方向流れ不足、残留切りくずの再付着 | 平面側、バックテーパ、球状端面、長鎖界面活性剤含有液 | 排出容積大のビットが高品質・高寿命。平面側と球状端面で Z 方向流れ。長鎖界面活性剤で付着減。 | 深さが 2 mm を超えると流れが弱まるため、深穴では内部給油や peck を再検討すべき。 |
| 工具寿命低下・折損 | 摩耗で工具表面が平滑化し、スラスト増加。粒子脱落やニッケル層損傷も影響 | PCD 化、EDM ドレッシング、排出改善、超音波援用 | PCD は 100 μm 工具で 10 穴加工後も生存。フューズドシリカ用 D字 PCD は 200 穴後に再ドレッシングで力回復。化学強化ガラス 0.5 mm 電着工具は 28 穴目で失効。 | 電着工具は再生困難、EDM 工具は再生余地あり。量産ではこの差が大きい。 |
工具設計・表面処理の比較
| 設計要素 | 目的 | 有効性 | 限界 | 出典 |
|---|---|---|---|---|
| 半球先端 | 貫通時の急激な力低下を緩和 | 出口大欠けを抑制しやすい | 穴形成が漸進的でサイクル設計が必要 | |
| 平面側・除去側 | 切りくず排出空間の確保 | 付着抑制、流体流入・流出経路形成 | 深さ増加で流れが弱くなる | |
| バックテーパ | 工具円筒面と穴壁の干渉低減 | 入口割れ・付着の両方に効く | 条件最適化情報は限定的 | |
| D 字断面 PCD | ピークスラスト低減と排出性向上 | 微細径で特に有効、EDM 再生も容易 | 出口対策には犠牲層併用が望ましい | |
| 工具材 PCD | 高硬度・高耐摩耗 | 100 μm 工具で最小チッピング、最大 CDC | EDM 製作安定性は PCBN に劣る | |
| 研削液・界面活性剤 | 付着抑制・排出補助 | 長鎖界面活性剤で残留チップ吸脱着が改善 | 内部給油や流路設計なしでは限界 |
応用技術・会議・特許の整理
| 種別 | 文献・特許 | 位置づけ | 実務的価値 | 出典 |
|---|---|---|---|---|
| 国際会議系 | Noma et al., High-precision and high-efficiency micromachining of chemically strengthened glass using ultrasonic vibration (Procedia CIRP 2014) | 超音波援用ヘリカルミリングの初期整理 | 工具寿命とチッピング低減、条件最適化の土台 | |
| 学会講演 | 徳島大・徳島県立工技センターの JSPE 講演群(2009–2011) | 工具粒度、研削抵抗、ステップ送りなどの基礎蓄積 | 量産に近い条件探索の履歴が見える | |
| 特許 | US5285598A / JP-family | 硬脆材穴あけで貫通近傍を減速し、偏心運動と水供給を組み合わせる発想 | 出口欠け抑制の古典的知財。現在も工程設計の考え方として有効 | |
| 特許 | US5498109A | 内部給油と負荷異常検出を備える硬脆材穴あけ装置 | 小径ガラスドリルの量産化で重要な「冷却」と「異常検知」を先取り | |
| 特許 | WO2006022592A1 | 超音波援用加工装置の基本構成 | 小径ガラス穴あけを専用機化する際の装置側基盤 |
欠陥メカニズムと解析モデル
本テーマのメカニズム論文をまとめると、ガラス小径穴加工は 「切削力だけ」で壊れるのではなく、切削力が誘起する表面・内部亀裂と、貫通直前の応力状態、さらに穴内の切りくず流体挙動が重なって最終欠陥になると理解するのがもっとも実務的です。ロータリ超音波加工のレビューとモデル論文では、エッジチッピングは切削力と加工誘起サブサーフェスクラックの双方に依存すると整理されており、RUM が小さなチッピングを与えるのは、単に力が下がるからではなく、亀裂生成そのものが弱くなるためだと説明されています。
さらに、小径ドリル系の原著ではこの理屈が具体化されています。化学強化ガラス用の 0.5 mm 電着工具では、加工回数の増加に伴う砥粒脱落・表面損傷で平均スラストが上昇し、貫通位置が浅くなって出口欠けが悪化しました。フューズドシリカの 300 μm PCD 工具では、D 字形状と粗い EDM 表面がピークスラストを下げ、可変送りと犠牲層によって入口・出口欠陥を両立的に抑えています。100 μm 微細工具の比較では、PCD がもっとも大きな CDC を示し、延性モード加工の許容窓を広げることが定量的に示されました。
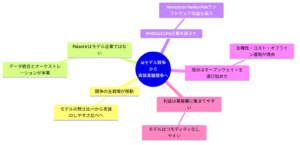
下図は、レビューした論文群から再構成した小径ドリルによるガラス加工の統合メカニズム図です。特に、工具形状・工具材・超音波・ワーク応力設計・流体設計が、それぞれ別経路で最終欠陥に作用する点が重要です。
定量評価指標としては、原著論文で頻出したのは スラスト力、チッピング幅、工具摩耗、面粗さ、穴位置精度、CDC でした。2026 年論文は入口チッピングの定義として
[ d_s = \frac{D_m – D_h}{2} ] を採用しており、加工比較指標として扱いやすい形です。2015 年のワーク曲げ研究では、ひずみゲージから最大主応力を算出し、出口チッピングが圧縮応力に強く依存することを示しました。2019 年の山梨グループは、切削抵抗の 3D プロットと高速度カメラを用いて、慣用加工で現れる「らせん状の食いつき軌道」を説明し、超音波援用でそれが消えることを示しています。
なお、FEM/解析モデルの使われ方は二極化しています。すなわち、ガラス小径ドリルそのものの論文では実験中心が多く、解析は一部で応力場・表面粗さ推定・CFD に留まります。一方、ロータリ超音波加工の隣接文献では、エッジチッピングやスラスト力の解析モデルが比較的成熟しています。したがって今後は、Tokushima 系の工具形状研究と、RUM 系の力学モデルを接続して「小径電着工具・EDM工具専用モデル」を作る余地が大きいと言えます。
研究ギャップと実務提案
レビューした文献群から見た、最も大きい研究ギャップは次の五つです。
第一に、工具形状最適化は進んでいるのに、加工中センシングと状態監視が弱いことです。小径ガラス穴加工の主要論文は、スラスト力をオフラインで整理するものが多く、AE、振動、画像、温度を統合したオンライン監視はほとんど見当たりません。ところが隣接分野では、ガラス・シリコンを含む brittle material micro-milling で AE と切削力から 95%以上の予測精度が報告され、2026 年には brittle material micro-machining 向け AE+dynamometer 統合 TCM も出ています。小径ドリルでは折損余裕が小さいため、これは最優先の移植候補です。
第二に、工具表面の機能化が未成熟です。ガラス小径ドリル文献では、平面側・バックテーパ・D 字断面といったマクロ形状の工夫は多い一方、フルート面・マージン面・逃げ面の微細テクスチャや親液性制御といった表面機能化はほぼ見当たりません。別材料系では、マイクロテクスチャドリルがスラスト・温度・摩耗を大きく下げることが FEM で示されており、これをガラス用小径ドリルに移植する余地は大きいです。とくにガラスでは、摩擦低減そのものよりも、液流誘導、微小泡・切りくずの離脱、付着防止の観点で設計すべきです。
第三に、化学強化ガラスと通常ガラスを同じ指標で比較した研究が少ないことです。化学強化ガラスでは表面圧縮応力と DOL が加工開始や貫通挙動に大きく効くのに、一般ガラス向け研究ではこの変数が存在しません。実務では、化学強化ガラスを量産で扱う場合、少なくとも CS、DOL、板厚、穴径、残留肉厚比 を一緒に管理するデータセットが必要です。Keio 系のワーク曲げ研究は応力設計の有効性を示しましたが、Tokushima 系の工具形状設計と直結させた研究はまだ見当たりません。
第四に、穴深さ増加時の流体・切りくず輸送モデルが不足しています。2023 年の CFD 論文は、平面側と球状端面が Z 方向流れを作るが、深さが増えると流れが弱くなることを示しました。これはきわめて重要ですが、まだ CFD と実切削の波形・欠陥・工具寿命を統合したモデルにはなっていません。深穴・高アスペクト比になるほど、内部給油、ミスト、peck、超音波、キャビテーション援用を一体で設計する必要があります。
第五に、標準化されたベンチマークがないことです。論文ごとに、材料種、板厚、穴径、工具寿命の定義、チッピング寸法の取り方、出口対策、潤滑条件がばらついており、横比較が難しい状況です。ユーザーが装置選定や PoC を進めるには、最低でも 穴数-スラスト履歴-チッピング幅-真円度-粗さ-出口破壊率 を共通指標にした比較が必要です。
実務向けには、次のような開発ロードマップが妥当です。
| 研究ギャップ | 実務での症状 | すぐ試すべき実験設計 | 成功指標 | 参考文献 |
|---|---|---|---|---|
| 入口不安定 | 穴位置ずれ、初期欠け | 初期 20–50 μm 低送り+超音波援用+回転同期観察 | 食いつき時スラストピーク低下、位置ずれ半減 | |
| 出口割れ | 貫通時の大欠け、歩留まり低下 | 半球先端+犠牲層/バックアップ材+ワーク曲げ | 出口チッピング幅、破断率 | |
| 切りくず付着 | 力上昇、折損、寿命不安定 | 平面側+バックテーパ+長鎖界面活性剤液+深さ別 CFD | 穴数当たり平均力増加率、穴内残留チップ | |
| 微細工具折損 | 100–300 μm 工具の突然破損 | PCD 化、WEDG ドレッシング、5 μm 以下 peck | 工具生存穴数、CDC、平均スラスト | |
| 監視未整備 | 条件窓が狭く量産化しにくい | AE+力+主軸電流を収集し異常検知モデル構築 | 工具折損予知率、RUL 推定誤差 |
総合すると、現時点で最も有望な組み合わせは、PCD 系微細工具または半球先端+平面側/バックテーパを持つ電着ダイヤ工具に、超音波援用または応力制御、さらに排出を意識した流体系設計を重ねるアプローチです。研究の次の一歩は、これに オンライン状態監視と機能性表面設計を乗せ、力学モデルと CFD を接続した設計指向型の開発に進むことだと考えられます。これは既存文献の断片的な成功法則を、一つの工程設計体系へまとめる方向です。
参考文献
主要文献のみを列挙しました。URL の代わりに、アクセス欄の出典リンクから出版社ページまたは公開ページへ移動できます。
| 文献 | DOI / 公開番号 | 備考 | アクセス |
|---|---|---|---|
| Egashira, K. et al., Ultrasonic Vibration Drilling of Microholes in Glass, CIRP Annals, 2002 | 10.1016/S0007-8506(07)61531-5 | 10 μm 微細穴、超音波援用の古典 | |
| Park, B. et al., Prevention of Exit Crack in Micro Drilling of Soda-Lime Glass, CIRP Annals, 2002 | 10.1016/S0007-8506(07)61533-9 | バックアップ材・液体接着 | |
| 溝渕 啓, 小川 仁, 「ダイヤモンド電着工具によるガラス基板への通り穴加工時の加工精度と加工能率」, 砥粒加工学会誌, 2010 | 10.11420/jsat.54.145 | ヘリカル加工基礎 | |
| Mizobuchi, A. et al., Drilling Conditions and Crack Restraint of Step Drilling Method in Through-Hole Drilling of Glass Plate, JSPE, 2011 | 10.2493/jjspe.77.296 | ステップ加工ベースライン | |
| Mizobuchi, A. et al., Development of electroplated diamond tool for fracture size minimization in miniature drilling of glass plate, 2014 | 10.11420/jsat.58.321 | 半球先端+平面側 | |
| Noma, K. et al., High-precision and high-efficiency micromachining of chemically strengthened glass using ultrasonic vibration, Procedia CIRP, 2014 | 10.1016/j.procir.2014.03.107 | 超音波援用ヘリカルミリング | |
| Noma, K. et al., Ultrasonic vibration-assisted machining of chemically strengthened glass with workpiece bending, 2015 | 10.1299/jamdsm.2015jamdsm0016 | 応力制御による出口欠け抑制 | |
| Mizobuchi, A. et al., Miniature Drilling of Chemically Strengthened Glass Plate Using Electroplated Diamond Tool, IJAT, 2016 | 10.20965/ijat.2016.p0780 | 0.5 mm 工具、通常サイクル加工 | |
| 米山 陽 ほか, 「超音波援用によるガラスの小径ドリル加工に関する研究 第1報」, 2017 | 10.11420/jsat.61.594 | φ0.3 mm、位置決め精度 | |
| Mizobuchi, A. et al., Improved chip discharge in drilling of glass plate using back tapered electroplated diamond tool, 2017 | 10.1007/s12541-017-0140-2 | バックテーパ | |
| Honda, K. et al., Investigation of Grinding Fluid for Prevention of Chip Adhesion in Miniature Drilling of Glass Plate Using Electroplated Diamond Tool, KEM, 2017 | 10.4028/www.scientific.net/KEM.749.52 | 研削液・界面活性剤 | |
| Mizobuchi, A. et al., Chip Discharge Performance of Micro-Hole Drilling through a Glass Plate using an Electroplated Diamond Tool with Different Drill Bits, 2018 | 10.1007/s12541-018-0151-7 | 排出容積比較 | |
| Honda, K. et al., 「Prevention of chip adhesion by acting non-ionic surfactant physical properties」, 2018 | 10.11420/jsat.62.324 | 長鎖非イオン界面活性剤 | |
| 米山 陽 ほか, 「超音波援用によるガラスの小径ドリル加工に関する研究 第2報」, 2019 | 10.11420/jsat.63.185 | 刃先挙動・表面粗さモデル | |
| Wang, J. et al., Modeling the dependency of edge chipping size on the material properties and cutting force for rotary ultrasonic drilling of brittle materials, 2016 | 10.1016/j.ijmachtools.2015.10.005 | エッジチッピング解析モデル | |
| Abdelkawy, A. et al., Mathematical model of thrust force for rotary ultrasonic drilling of brittle materials based on the ductile-to-brittle transition phenomenon, 2019 | 10.1007/s00170-018-2943-4 | スラスト力モデル | |
| Lee, P.A.; Kim, B.H., A Study of Microdrilling of Fused Silica Using EDMed PCD Tools, 2022 | 10.3390/app122111166 | 300 μm PCD、可変送り、EDM ドレッシング | |
| Oyamada, T. et al., Effects of Bit Shape of Electroplated Diamond Tool Used for Drilling Small Diameter Holes in Glass Plate on Machining Fluid Flow and Chip Discharge, 2023 | 10.20965/ijat.2023.p0032 | CFD による排出流れ解析 | |
| Kim, J.Y. et al., Effect of tool material on machining performance of soda-lime glass using EDM-fabricated microtools, 2026 | 10.1007/s44374-026-00019-8 | 100 μm 工具材比較 | |
| Hof, L.A.; Abou Ziki, J., Micro-Hole Drilling on Glass Substrates—A Review, 2017 | 10.3390/mi8020053 | ガラス微細穴加工の総説 | |
| US Patent, Method for drilling a processed hole to a hard but brittle material and a device therefor | US5285598A | 貫通近傍の減速・偏心・水供給 | |
| US Patent, Drilling apparatus of hard brittle material and method thereof | US5498109A | 内部給油・異常検知 | |
| WO Patent, Apparatus for ultrasonic vibration-assisted machining | WO2006022592A1 | 超音波援用装置の基本構成 | |
| Gong, Z.; Huo, D., Tool condition monitoring in micro milling of brittle materials, Precision Engineering, 2024 | 10.1016/j.precisioneng.2024.01.010 | glass/silicon 含む隣接 TCM | |
| Abu, L. et al., Integration of acoustic emission and dynamometer systems for tool condition monitoring in micro-machining brittle materials, 2026 | DOI は出版社ページ参照 | brittle micro-machining TCM | |
| Nakano, T. et al., Tool condition monitoring method by anomaly segmentation of time-frequency images using acoustic emission in small hole drilling, 2023 | DOI は CiNii ページ参照 | 小径穴加工 AE 異常検知 | |
| Öztürk, E.; Kaya, K., Drilling performance of micro-textured twist drill bit for Ti-6Al-4V alloy: Validated FEM and statistical approaches, 2024 | 10.1016/j.jmapro.2024.02.023 | 機能性表面ドリルの転用候補 |






コメント